Dry Ice for Catering and Events: Sourcing, Handling, and Safety

There is almost always a time element to the dry ice conversation in catering. The event is tomorrow. The pickup is at 6 AM. The venue is two hours from the last reliable supplier. The effects designer specified dry ice fog for the entrance at 7 PM and the tables at 8:30.
Dry ice for catering and events is not a logistics-optional purchase. The window between order and use is short, the applications are visible, and running out or receiving the wrong format on the day of an event creates problems that cannot be solved after the fact.
This guide covers the applications where caterers and event operators use dry ice, how to calculate quantities accurately, what handling requirements actually look like in a venue setting, and how to find a supplier capable of supporting event-day timelines.
How Caterers and Event Operators Use Dry Ice
Theatrical Fog Effects
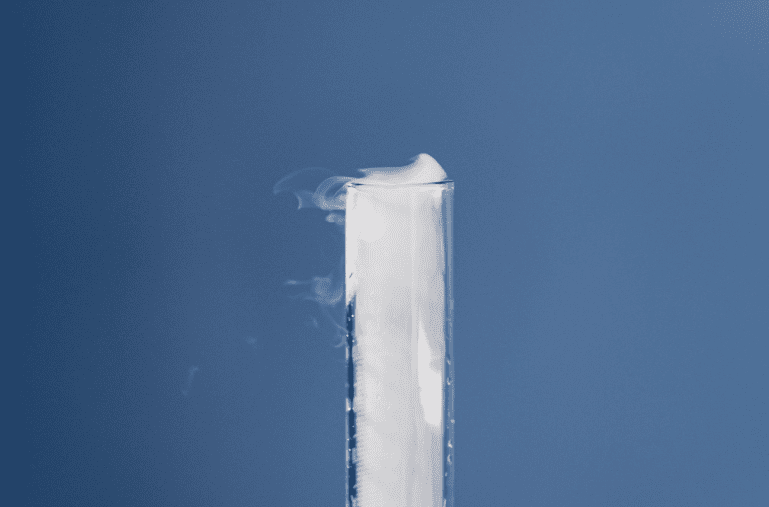
Dry ice fog is produced by combining dry ice with warm or hot water. The resulting low-lying fog stays near floor level because the CO2 gas is denser than air, creating the classic ground-level fog effect used for event entrances, dance floors, table service, and theatrical presentations.
The effect requires a steady supply of pellet or rice format dry ice fed continuously into the water, and it dissipates quickly as the CO2 disperses. For a sustained fog effect over a period of minutes, the dry ice consumption rate is higher than most first-time operators expect, and under-ordering for a theatrical application is visible and irreversible during the event.
Plated Service and Tableside Effects
High-end catering presentations use small quantities of dry ice in individual service vessels to create a fog effect at the table when warm liquid is added during service. Dessert presentations, cocktail service, and first-course plating all use this technique.
The dry ice pieces used for plated service are typically small and precisely portioned in advance. The operations team handles them in the kitchen before service, and they are placed in sealed vessels that open at the table. This application uses relatively small quantities but requires the right format and precise timing of prep relative to service start.
Food Preservation and Temperature Maintenance
Caterers use dry ice to maintain proteins, seafood, and temperature-sensitive ingredients at safe temperatures during transport, staging, and multi-hour events where refrigeration is not continuously available. Unlike gel packs, dry ice maintains sub-zero temperatures and keeps frozen product frozen rather than simply cold.
FDA Food Code guidelines on temperature control for safety establish that temperature-sensitive foods must remain below 41°F during holding. Dry ice, which sublimates at negative 109 degrees Fahrenheit, provides a reliable mechanism for maintaining cold chain compliance during transit and staging in the absence of mechanical refrigeration.
Ice Sculpture Preservation
Dry ice slows the melt rate of ice sculptures and decorative ice elements during extended events. Placed around the base of a sculpture in an insulated container, dry ice maintains the ambient cold that slows surface melt, extending the visual life of ice elements that would otherwise degrade significantly over the course of a multi-hour event.
Quantity Planning for Events
Dry ice quantity planning for events differs from food shipping because the applications are more varied and the consequences of underordering are immediate and visible.
Fog Effects
A standard dry ice fog machine consumes roughly 5 to 10 pounds per 10-minute fog cycle, depending on the machine capacity and the water temperature. A continuous fog effect for a 30-minute event entrance or a 2-hour dinner service with periodic fog will move through substantially more material than most organizers initially budget.
Working backward from the effect schedule, the machine specs, and the venue layout gives you a more accurate quantity than any general rule of thumb.
Food Preservation
For catering applications where dry ice is maintaining food temperature during transport and staging, the standard sublimation rate of 5 to 10 pounds per 24-hour period applies, with the lower end achievable in well-insulated containers. For a 4- to 6-hour event catering window, 10 to 15 pounds in a quality cooler with minimal air gaps is a reasonable working estimate for most applications.
Buffer Stock
For any event application, ordering more than your calculated minimum is not waste management, it is risk management. There is no way to obtain additional dry ice at 9 PM during a wedding reception if the fog effect runs out. A 20% buffer on your calculated quantity is standard practice for experienced event operators.
Safe Handling in Event Environments
Dry ice handling in event settings involves staff who may not be familiar with the material, often in low-light conditions with time pressure. Getting safety right requires preparation, not just awareness.
Personal Protective Equipment
Insulated gloves are required for all handling. Direct contact with dry ice causes frostbite in seconds and can occur through thin fabric or bare skin contact. Every team member who will handle dry ice at the event needs gloves before the event begins.
Ventilation
Dry ice sublimates continuously into CO2 gas. In enclosed spaces like venue refrigeration rooms, catering prep areas, or closed vehicles, CO2 can accumulate to concentrations that cause symptoms ranging from headache and dizziness to more serious effects at higher concentrations.
The solution is straightforward: keep dry ice storage and working areas well ventilated, keep vehicle windows open during transport, and never store dry ice in a sealed airtight container. Styrofoam coolers with loosely placed lids are the standard for most catering storage.
Never Use Dry Ice in Enclosed Serving Vessels
Dry ice should never be placed directly in a drink or in a sealed serving container that a guest will handle. The CO2 released as it sublimates creates pressure in a sealed container. Dry ice used for tableside effects is always in a vessel that the service team controls, placed in warm water, and presented to guests as a visual display, not as an ingredient.
Finding a Supplier That Works on Event Timelines
Event catering runs on timelines that do not flex. A supplier who delivers the day before when you need same-day, or delivers the wrong format when the fog machine requires a specific pellet size, is not a supplier you can build an event program around.
AdChem delivers dry ice to caterers and event operators across the Bay Area from an East Bay distribution hub, with same-day delivery available throughout California for orders placed within the daily cutoff window. Both rice and pellet formats are available in quantities that fit event-scale needs. Contact the team to confirm same-day availability, format options, and delivery scheduling for your next event.